

今天我要讲的问题是关于企业生产的管理,我将企业简单的分为三部分:销售、生产、供管。上一篇文章我讲解了产销协调机制,是讲解销售和生产之间的关系。现在我单独讲解一下生产,TOC的生产管理方式是非常有效简单实用的生产管理方式。接下来我会陆续讲解供管、销售等方面的TOC解决方案。
我们知道生产管理是任何企业都认为是非常复杂的问题,其实生产时非常简单的文之所以变得复杂是因为生产不光要管好自己而去还要管理好销售,供管的影响因素。那么我已在上一篇文章中讲解了产销协调,让生产不被销售所退类,那么对于生产自身也要注意如何进行管理。我今天讲解的生产管理方式是一种可以将生产问题简单化的简单管理方式。
我们知道对于生产主要分为两种生产模式:MTO订单式生产、MTS库存式生产。那么对于MTO和MTS的生产管理模式是不同的,但是对于企业是完全可以拥有两种生产管理模式。对于生产管理我又分为两部分,现场的管理和生产计划的管理。对以上两种生产模式都要首相建立现场的MTO式的改善。现场改善的目标是什么?其实对于产线的改善目标就是让机器不要停下来,在一天24小时中机器设备人员都在加工产品。我在前边的文章有讲过,机加工企业的创造财富的根源是机器设备。大家知道什么时候机器设备才开始创造价值,在改变原材料形状的时候。例如:当原材料毛坯正在装机或者停留在设备上的时候,此时是不创造任何价值的。当原材料或者毛坯在搬运状态或者是在等待状态的时候,此时是不创造任何价值的。好了在这里我只作简单的讲解,在我之前发的消除企业浪费的文章中有详细的讲解。很多企业认为让所有设备都不要停下来,这是企业的成本最低利润最高。其实这样作是完全错误的,对于一个企业如果让过盛的设备进行加工生产,其产生的零件库存是浪费的最大根源之一。下边有一个企业的生产模型,参照模型进行讲解。
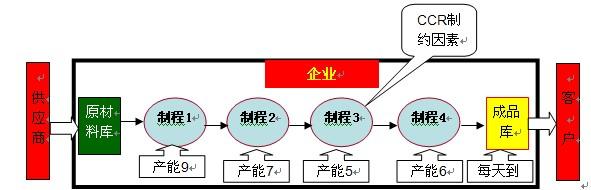
对于图示企业是一个生产制造加工厂,他加工的产品一共要经过4个制程。粗线框中的是我们要研究的企业生产内部,粗线框的两边的红框分别是供应商和客户。我们假设要生产的产品需要的原材料以完全备齐,可以实现要料有料。企业加工出来的产品全部都可以销售出去。企业现在的主要问题是在企业内部,企业产能无法满足客户的需求。企业投料后在要料有料的情况下制程1一天可以最多生产9件产品;制程2一天可以最多生产7件产品;制程3一天最多可以生产5件产品;制程4一天最多可以生产6件产品。所有不论企业投入再多的料最后总产出也最多只有5件产品(每天最多有5件产品进入库房)。大家要问了为什么会最多进入库房5件产品?其实主要原因是生产过程中的设备故障问题,品质问题,制程3设备缺料等待问题。那么如何解决这些浪费呢?我在消除企业八大浪费十八法中有详细的讲解。其实对于企业来说要想提升产能的唯一方法就是提示瓶颈设备的产能!TOC对现场的管理有如下要求:
1, 在生产现场要对瓶颈设备进行专门的表示。
2, 在瓶颈设备前建立一个物料缓冲堆。
3, 对物料缓冲堆进行缓冲状态管理。
4, 工单指导生产方式对生产进行管理。
对于生产现场要按照工单的要求安排生产,对于瓶颈设备前缓冲堆进行缓冲状态管理。这套管理理论在TOC中叫做:DBR+BM。D英文全称是:—————中文被译为:制约因素、瓶颈、控制点。一个企业是一个系统,对于一个系统我们要有效的控制它就是要控制系统的制约因素或者瓶颈。例如:在阅兵式的时候我们会看到整齐的方队,那时什么原因呢?因为他们有一个统一的口令。当一个方队有多个口令的时候最后导致的结果就是混乱。那么由谁来发号施令呢?答案很简单是制约者。对于企业内部之所以投入原材料后根本不知道什么时候可以产出时,就标志着我们的生产是非常混乱的。当生产部门老是无法完成生产计划的时候也标志着生产计划的混乱。制定生产计划要以瓶颈设备的消耗情况来安排,讲到这里就要讲一下“三天滚动备料”。TOC写生产计划的方法和其他生产方式是不同的,他的备料的方式也是完全不同的。首先,TOC的生产计划是按照瓶颈制程的消耗情况安排生产计划,而且生产计划是按照每天80%的产能消耗排产(一般为80%),剩余的20%的产能用于应对墨菲。那么墨菲主要是指那些呢:1,生产的急单;2,因为生产过程中的设备问题,技术问题或者人员工具等的问题照成对生产的影响;3,还有就是由于原材料供应的问题照成的生产计划泄后的订单,赶单的产能的需要。那么讲到这里大家就要提问了,如果这一天没有出现生产异常,那20%的产能就浪费掉吗?其实不是这个样子的,对于三天滚动备料的整个运转过程是这样的:
例子讲解:
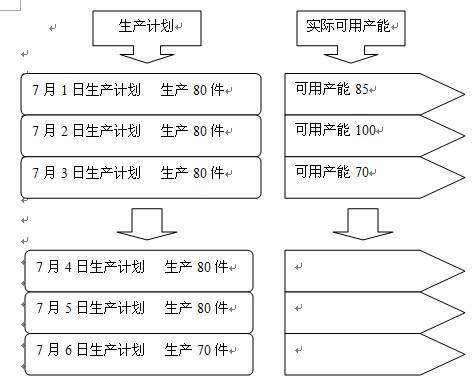

首先我们看到在图的左边是当天生产计划,假设企业生产能力为日产100件,但是根据企业的实际情况发现要准备20%的产能来应对墨菲。当第一天由于生产设备或者急单等问题消耗掉15%的产能后只能用于生产计划85%,这是根据7月1日的实际生产情况安排7月4日的生产计划。生产计划最多只能够安排80%,不论当天的消耗情况,但是这里有一个机动的机会实施情况。对于7月2日没有出现任何生产异常情况,生产产能提供了100%。那么现场就可以生产第二天的计划。在这里我要强调,生产计划和备料要保持3天准备好。那么生产线只需要按照生产计划先后顺序进行生产。
在生产的过程中存在着生产的先后顺序,我们知道对于每一笔订单的承诺交期是有可能不同的。那么我们就要按照实际情况的缓冲时间计算缓冲状态,按照缓冲状态的大小进行优先级处理。要牢记:;“交期缓冲状态是生产优先级的唯一标准。”
计算公式:
1, 生产交期=订单生产前置期+交期缓冲;
2, 交期缓冲=订单生产前置期/2/2;
3, 交期缓冲状态=(实际完工时间-计划完工时间)/交期缓冲*100%
交期缓冲状态管理:
缓冲管理(在TOC中,所有的缓冲化三段;瓶颈前的物料堆集印证瓶颈,实际工作中我们会把堆积的物料化为三段。如果是100,三等分,分为33、67、100。(此为时间单位)。用它被侵蚀的状态来衡量。):达到预警的效果
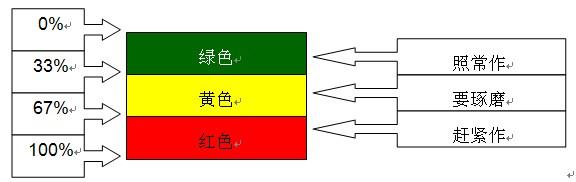
通过缓冲状态的变化可以找到可以改善的点。当交期缓冲状态长时间出现红灯或黑灯时,要考虑缓冲的制定有可能有问题的。(调节的时候以1/3为单位进行划分)我们知道当生产长时间的处于绿色状态(一般为3次处于绿色状态)我们要将交期缓冲缩短1/3;当我们的生产长时间的处于红色状态(一般为3次处于红色状态)我们要延长交期缓冲1/3。而且通过交期缓冲状态的变化,我们可以寻找到改善点进行改善。对于生产的改善我在IE改善的文章中要详细的讲解。
在写生产计划的时候还有牢记一点:对于MTO订单式生产和MTS库存式生产,其生产计划的编写方法是完全不同的。MTO订单式生产要完全按照订单要求和需求量安排生产,杜绝集批式生产要多少生产多少。MTS库存式生产要按照库存的消耗情况安排生产,我们可以对应库存按照色管理的方法进行安排生产(如上图)。MTS库存式生产是一种集批式的生产模式,通过集批生产来补充库存。在安排生产计划的时候我们还有按照拉式补货的方式预测生产。通过今天的销售情况来预测明天的销售情况,这种预测方式相对来说是最准确的。在预测销售的同时还要参照产品的季节性生产旺季的影响。
对TOC的生产计划管理我今天就讲到这里,会在后边的文章中作详细的讲解。对于MTO和MTS进行对比性的讲解,有其对于MTO的工单最为重要。
 浙公网安备 33010802003509号
浙公网安备 33010802003509号
